Night Vision Camera Module Factory: Engineering Clarity in the Dark
In complete darkness, image clarity is not magic — it’s engineering.
Behind every high-performance night vision device lies a professional night vision camera module factory, where optics, electronics, and infrared technology merge to transform invisible light into visible detail.
These factories produce the core imaging modules that power automotive ADAS systems, perimeter security, industrial inspection, and smart surveillance — where reliability under low light can mean the difference between failure and precision.
The Science Behind Night Vision Modules
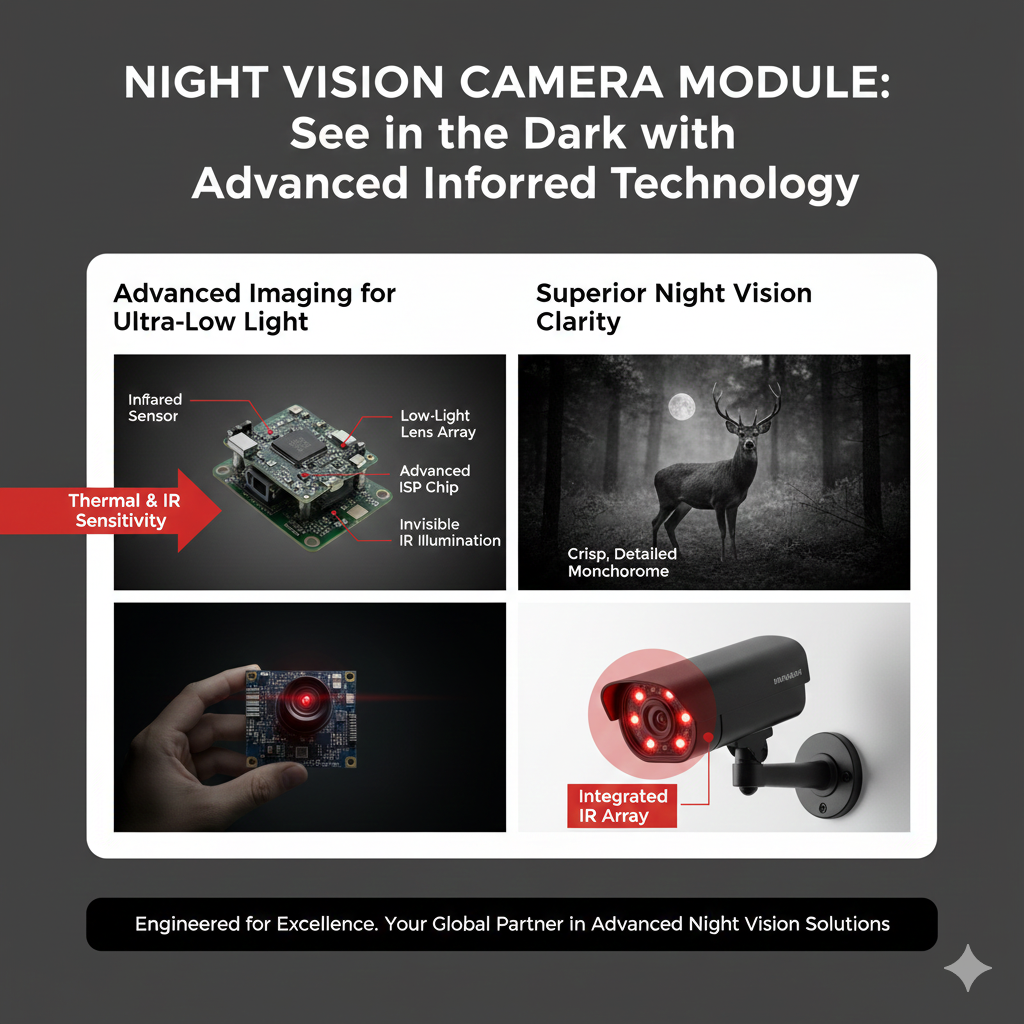
A night vision camera module combines an image sensor, infrared (IR) lighting, signal processing electronics, and optical lenses into a tightly integrated system.
| Core Component | Function | Manufacturing Focus |
|---|---|---|
| Infrared CMOS Sensor | Captures low-light and IR reflection | High-sensitivity calibration |
| IR LED Array | Illuminates targets invisible to the eye | Wavelength accuracy (850–940nm) |
| Driver PCBA | Powers sensor and LEDs stably | Low-noise power regulation |
| Optical Lens | Focuses IR reflection onto sensor plane | Anti-reflective coating, thermal stability |
| Housing & Shielding | Prevents ambient interference | Heat dissipation, waterproof sealing |
Each element must work in perfect harmony to maintain brightness, contrast, and image stability in zero-light environments.
Infrared Sensor Integration and Calibration
At the heart of every night vision system lies the infrared CMOS or CCD sensor — optimized for capturing near-infrared wavelengths beyond human visibility.
To ensure precision, factories employ advanced assembly and calibration techniques:
-
Active optical alignment with laser measurement to match lens and sensor axes.
-
Spectral response tuning to balance IR sensitivity and minimize visible light noise.
-
Low-temperature bonding to protect sensor structure from heat-induced distortion.
-
Vacuum packaging to eliminate moisture and micro-particle contamination.
-
Noise calibration under variable IR intensities to ensure consistent performance.
This process guarantees that every pixel translates faint IR signals into usable, high-contrast imagery.
Low-Light Imaging PCBA and Power Stability
The low-light imaging PCBA acts as the module’s control center — regulating signal amplification, exposure, and real-time image enhancement.
Factories use specialized design methods to ensure clear imaging under extreme conditions:
-
Multi-stage signal amplification for high ISO imaging without grain noise.
-
Low-ripple voltage regulation to prevent flicker in IR LEDs.
-
Differential impedance control for clean data transfer between ISP and sensor.
-
High-efficiency heat dissipation layers to stabilize performance during long recording sessions.
-
Embedded firmware algorithms for real-time contrast and dynamic range adjustment.
Together, these ensure image consistency even under fluctuating light or temperature conditions — essential for continuous surveillance or 24-hour operation.
IR LED Integration and Optical Enhancement
Infrared illumination determines how “visible” the dark becomes.
Factories integrate IR LED arrays directly onto module PCBs to ensure tight optical alignment and power efficiency.
| Design Parameter | Description | Impact on Performance |
|---|---|---|
| Wavelength Range | 850nm or 940nm | Defines IR visibility and sensor response |
| Emission Angle | 60°–120° | Determines coverage area |
| Current Drive Control | PWM / Constant Current | Prevents overheating and flicker |
| Optical Diffusion Layer | Uniform IR distribution | Reduces hot spots |
| Glass Lens Coating | IR-pass filter | Improves light purity and contrast |
This integration eliminates the need for external IR lighting, ensuring compact form factors and reliable illumination control in embedded designs.
Thermal and Environmental Durability
Operating in harsh environments is a defining test for night vision systems.
Factories therefore design modules for thermal balance, humidity resistance, and shock tolerance:
-
High-Tg PCB materials (≥170°C) to withstand prolonged IR LED heat.
-
Aluminum housing for fast thermal dispersion.
-
Conformal coating to protect circuits from moisture.
-
O-ring sealed enclosures for waterproof and dustproof protection (IP65–IP68).
-
Anti-fog coating to maintain optical clarity under temperature transitions.
These features allow modules to operate continuously across -40°C to +85°C, ensuring performance under all-night outdoor or industrial conditions.
Testing and Validation at the Factory Level
Every night vision camera module factory conducts a comprehensive series of electrical, optical, and environmental tests to verify long-term performance.
| Test Type | Objective | Method |
|---|---|---|
| Dark-Field Image Test | Check sensor noise and pixel uniformity | Closed-chamber imaging |
| IR Sensitivity Test | Validate light response curve | Controlled 850nm–940nm exposure |
| Thermal Cycling Test | Ensure performance under temperature shifts | -40°C to +85°C cycles |
| Vibration Test | Verify mechanical stability | 3-axis mechanical vibration |
| Aging Test | Simulate long operation | 72-hour continuous illumination |
Each test confirms the module’s readiness for industrial-grade deployment, ensuring high signal-to-noise ratio (SNR) and long-term operational stability.
Advantages of Working with a Professional Night Vision Module Factory
Partnering with a dedicated night vision system manufacturer offers clear benefits:
-
Integrated Infrared Expertise – From sensor calibration to IR LED integration.
-
Cleanroom Optical Assembly – Dust-free manufacturing ensures image purity.
-
High-Reliability Electronics – PCBA design optimized for long-term stability.
-
End-to-End Testing – Optical, electrical, and environmental verification under one roof.
-
Customization Flexibility – Tailored modules for automotive, industrial, or defense-grade projects.
Such full-process capability enables consistent performance and scalability for OEM and ODM clients worldwide.
Applications: Seeing What Others Can’t
Modern night vision camera modules are deployed across diverse industries:
-
Automotive ADAS & Dash Cameras – Enhancing driver safety in low-light conditions.
-
Security and Surveillance – Capturing clear footage even without visible light.
-
Industrial Monitoring – Detecting defects or leaks under dark or enclosed environments.
-
Smart Home and IoT Devices – Powering doorbell cameras and motion sensors.
-
Thermal and Defense Systems – Supporting situational awareness in complex terrains.
Every application relies on one shared truth: performance in darkness is only as strong as the precision of its assembly.
Illuminating Precision, Even Without Light
True vision doesn’t end when the light goes out—it begins.
A professional night vision camera module factory ensures every pixel is accounted for, every wavelength calibrated, and every component protected for reliability in the unseen spectrum.
For custom infrared or low-light camera module solutions, explore our manufacturing expertise at www.hcdpcba.com or contact our engineering team through the contact page.
Because real clarity shines brightest in the dark.