Why the Printed Circuit Board matters before the product ever ships
A Printed Circuit Board is often treated like a background component, but in practice it sets the ceiling for cost, reliability, and manufacturability across the entire product. Engineers know this; sourcing teams feel it when a supposedly simple build starts dragging on lead time; product teams see it when a small change in layout turns into a full redesign. If you are specifying a board for a computer accessory, a controller, or a more complex PCBA, the early decisions matter more than the late ones.
That is especially true for products such as Computer Accessories PCB and Game Controller PCB builds, where the electronics may look modest but still need stable assembly, consistent signals, and enough margin for mass production. The right board is not just the one that works on the bench. It is the one that can be made repeatedly without constant rework.
What buyers are really deciding
Most buying decisions around boards come down to a few practical questions: how dense the design needs to be, how much speed or noise sensitivity it must handle, what surface finish is appropriate, and how much assembly support the supplier can provide. For teams working on a Printed Circuit Board For Computer Accessories, the stakes are often hidden in the details. A keyboard controller, docking accessory, hub, or small interface board may not demand exotic materials, but it does demand consistent pad quality, reliable SMT placement, and clean final testing.
hcdpcba offers PCB prototyping and SMT assembly support, along with multilayer boards, HDI boards, and high-frequency boards for applications in industrial control, medical, automotive electronics, and other sectors. That breadth matters because the assembly process and the board design are tied together. A layout that looks acceptable on paper can still be awkward to assemble, expensive to inspect, or fragile in production.
Common board choices and where they fit
Standard multilayer boards
These are the workhorse option for many consumer and industrial assemblies. They are often the most sensible starting point when the design needs moderate routing complexity and dependable repeatability.
HDI boards
HDI boards are used when routing density climbs and the product needs finer interconnects. They are not automatically the right answer for every compact device, because they can raise fabrication complexity and cost. Still, for tight layouts or pin-heavy controllers, they can save a design that would otherwise become unroutable.
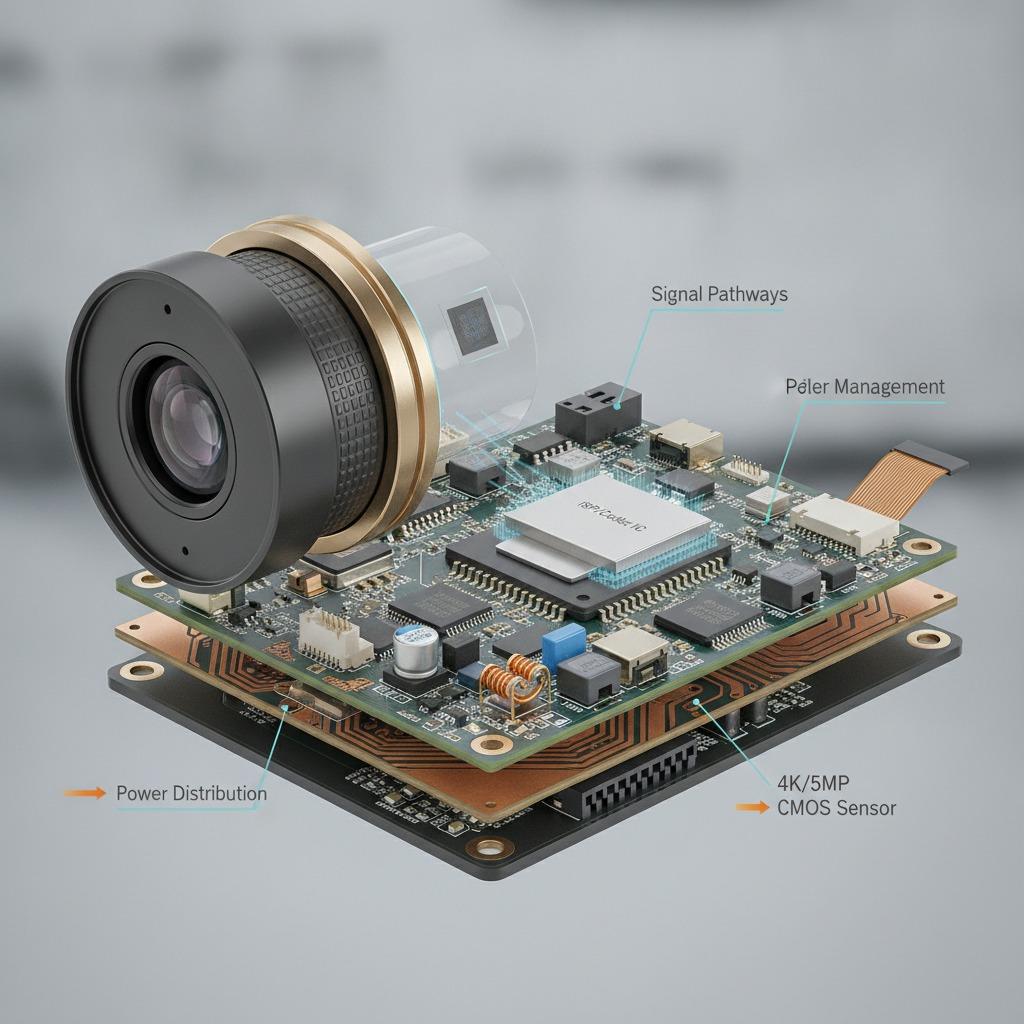
High-frequency boards
These are more specialized and belong in designs where signal integrity is not a side issue. If the product is dealing with sensitive communication paths or performance-critical signals, material and stack-up choices deserve early attention rather than after the first prototype.
Surface finish decisions
Buyers sometimes focus on the finish only after the layout is fixed, which is backwards. An ENIG Gold Plating PCB is often chosen when the design needs a flat, solderable surface and dependable contact performance. It can be a strong fit for fine-pitch assembly or products where pad durability matters, but it should be selected for a reason, not out of habit. A finish that solves one problem may complicate another if the build does not actually need it.
What makes assembly success or failure
SMT placement quality, component sourcing, board cleanliness, and test discipline all influence the finished result. hcdpcba notes support for SMT assembly without engineering fees, which may be useful for buyers trying to control early-stage costs. Still, the bigger issue is not the fee line. It is whether the supplier can help reduce avoidable churn through better DFM and DFMA review, sensible component selection, and realistic process planning.
That is where a lot of programs go off course. Teams approve a layout that is technically valid but awkward for assembly, then blame the factory for yield problems. In reality, the fault often sits in the handoff between design and production. A proper design-for-manufacture review can catch footprint issues, panelization problems, or component placement choices that would otherwise appear only after build one.
Practical selection criteria for engineers and sourcing managers
When comparing suppliers or finalizing a build, look beyond the headline capabilities. Ask whether the factory can support PCB prototyping, assembly, sourcing, testing, and feedback in one workflow. That matters because every handoff adds risk. A supplier that can manage board fabrication, component procurement, assembly, and testing has a better chance of preserving intent from CAD file to finished unit.
For product teams, the most useful decision is often not “Which board is best?” but “Which board can be made reliably at the required volume and price point?” Those are not the same question. A slightly simpler stack-up or a more conventional finish may deliver a better business outcome than a design that looks elegant on paper but is fussy in production.
Common mistakes that slow launches
One frequent mistake is over-specifying. Another is assuming the board vendor will fix design problems during manufacturing. A third is using the wrong finish or layer count because it feels safer than doing the analysis. These choices can add cost without adding meaningful value. On compact consumer products, especially controller-style electronics, conservative design often beats clever design.
Another practical caution: do not treat testing as a formality. Functional testing, even if not exhaustive, can reveal assembly errors, missing parts, and marginal connections before the product reaches customers. That is far cheaper than handling returns later.
Where hcdpcba fits in the workflow
hcdpcba positions itself around quick response, quality control, and confidential one-to-one service, with OEM and ODM support for teams that need more than bare board fabrication. For buyers, that can be useful when the work extends from prototype through assembly and final test. The company also serves industries such as industrial control, security, medical, IoT, automotive electronics, artificial intelligence, smart home, power, and communications, so the service model is built around mixed complexity rather than one narrow product type.
If your team is evaluating a new Printed Circuit Board program, the next step is straightforward: define the product’s assembly risk, clarify the expected volume, and ask the supplier how they will support fabrication, SMT, sourcing, and test as one process. A good board choice is rarely the flashiest one. It is the one that survives production with the least drama.
Next-step questions to ask before you release files
Before sending a design to production, ask: Does the board really need HDI? Is ENIG appropriate for the contact and soldering requirements? Can the supplier support the entire build flow, not just fabrication? Are there any footprint or component placement choices that might slow assembly? Those questions save more time than another round of cosmetic changes ever will.