大多数 PCB 问题并非源于生产,而是设计中产生的。
在实际项目中,团队通常只有在原型返回后才发现问题:在仿真中看不到信号振铃、MOSFET 温度比预期高出 20–30°C,或者电路板通过了功能测试但未通过 EMC 认证。到这个阶段,重新设计成本不再只是工程时间——它们会影响进度、工具,甚至认证时间表。
这就是结构化PCB 布局服务改变结果的地方。经验丰富的团队没有将布局视为最后一步,而是将其视为将电气意图与现实世界约束联系起来的控制层。通过尽早结合信号完整性规则、热行为建模和 DFM 约束,布局决策变得可预测,而不是被动反应。
实际中如何定义“良好”的 PCB 布局
理论上,布局是关于路由和放置的。实际上,这是关于管理权衡。
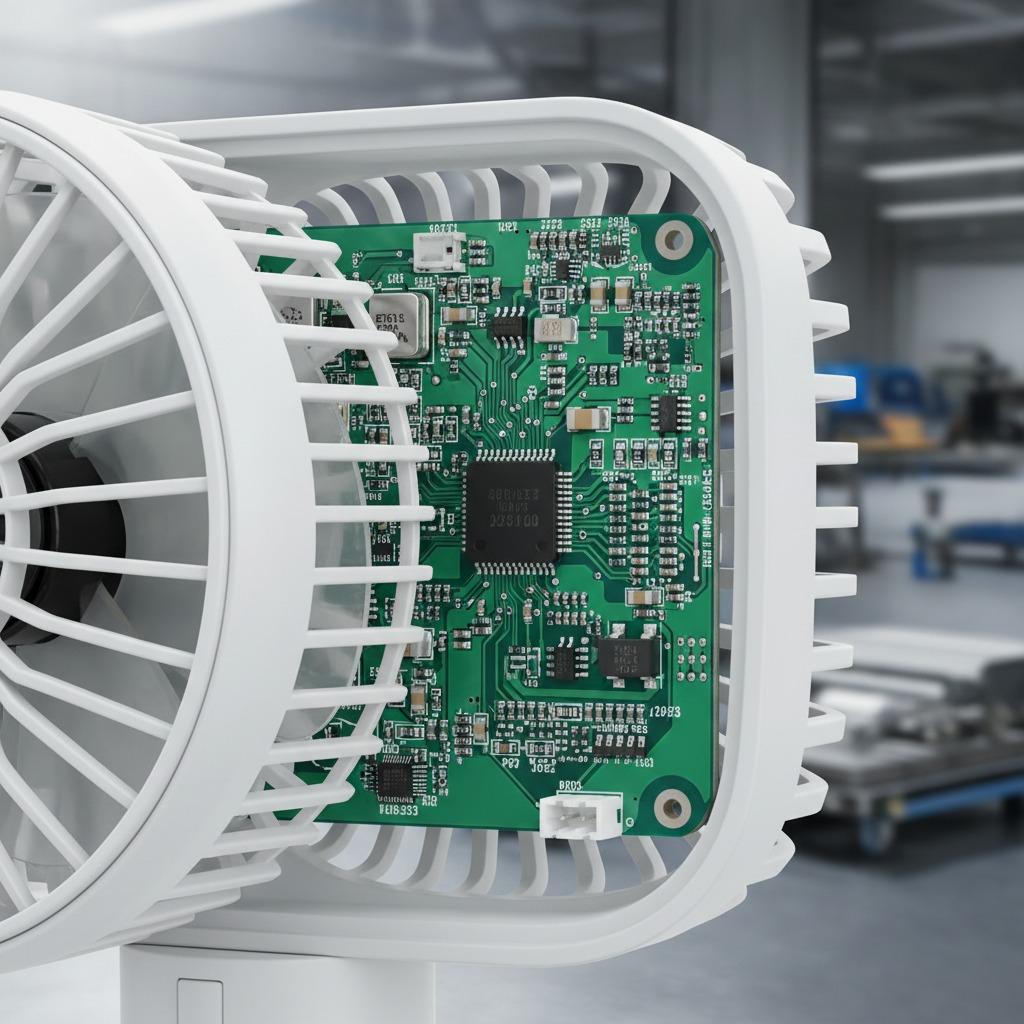
例如,在处理控制信号和开关电源的 4 层板中,将高速走线放置得太靠近电源环路可能会引入仅在负载下出现的噪声。同样,在不考虑铜分布的情况下放置调节器等发热组件可能会产生局部热点,从而缩短使用寿命。
成熟的PCB布局服务不会一次优化一个参数。它平衡:
-
信号返回路径
-
配电稳定性
-
热扩散效率
-
组装可行性
采用这种集成方法的项目通常可以将原型后重新设计周期缩短 25–40%,特别是在混合信号或电源相关设计中。
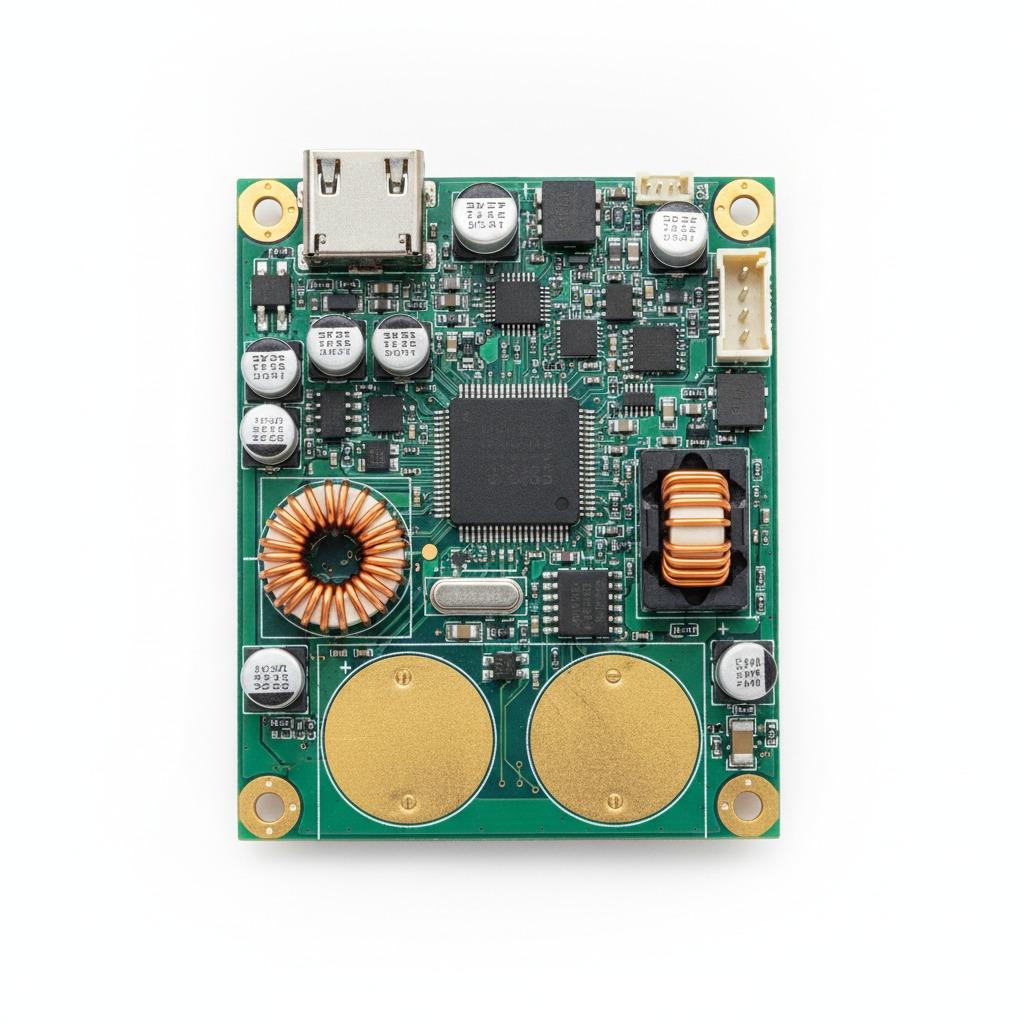
材料和层叠决策不仅仅是“规格”
材料选择通常被视为一个复选框(FR-4 与高 Tg),但实际上,它会直接影响性能随时间的变化。
在电源或汽车相关电路板中,在高热环境中使用标准 FR-4(Tg ~135°C)通常会导致逐渐退化。改用高 Tg 材料(≥170°C)不会立即改变性能,但经过 6-12 个月的运行,可以显着减少分层和参数漂移。
同样,堆叠决策也会影响信号完整性和 EMI 行为。例如:
-
定义不明确的参考平面会使阻抗波动增加10–15%
-
缺乏连续的接地返回路径可能会使 EMI 辐射超出认证限制
在专业的PCB布局服务工作流程中,堆叠与布线策略一起定义(而不是事后定义),以确保电气行为在整个生产过程中保持稳定。
不同的产品需要完全不同的布局逻辑
布局中最常见的错误之一是在不同的产品类型中重复使用相同的设计方法。
例如,紧凑型 IoT 设备优先考虑空间效率和天线隔离。相比之下,电源板优先考虑电流处理和散热。尝试对两者应用相同的布线密度或过孔策略通常会导致隐藏的问题。
在实际项目中:
-
消费类主板通常可以容忍更高的布线密度,但需要成本控制
-
电源板需要更宽的走线(对于高电流路径通常≥2–3毫米)和散热设计
-
汽车电路板强调间距、冗余和机械稳定性
强大的PCB布局服务根据实际操作条件而不是设计便利性来调整布局策略。
环境因素通常决定布局成功
电路板很少在理想的实验室条件下运行。随着时间的推移,热量、湿度、振动和电噪声都会影响性能。
例如,在高湿度环境中,间距不足或涂层制备不良可能会导致漏电流。在振动严重的环境中,在没有考虑机械因素的情况下放置组件可能会产生焊接疲劳。
当布局中内置环境适应功能时:
可以通过重新分布铜和组件间距来减少热热点
压力测试的失败率通常会降低 15–30%
在不更改原理图的情况下提高长期稳定性
这些调整在设计文件中很少可见,但在实际部署中至关重要。
布局决策如何转化为制造良率
布局直接影响设计能否一致地生产。
板间距过小、不必要的过孔复杂性或元件放置不对齐通常会导致:
焊料桥接
位置未对齐
检查失败增加
在优化布局中,将设计与制造能力结合起来可以带来可衡量的改进。