高速SMTアセンブリサプライヤー:スケールにおける精度、スループット、歩留まり
スピードは簡単です。スピードと精度の両立こそが、世界クラスの高速SMTアセンブリサプライヤーの真髄です。
SMT ラインでは、機械のフィードバック、配置アルゴリズム、はんだ付けの動作、環境制御などのデータによって毎秒制御されます。
大規模な電子機器の生産では、これらの要素によって、ボードをいくつ製造できるかだけでなく、実際にテストに合格するボードの数が決定されます。
ここで、高速組み立ては動作に関するものではなく、熟練度に関するものになります。
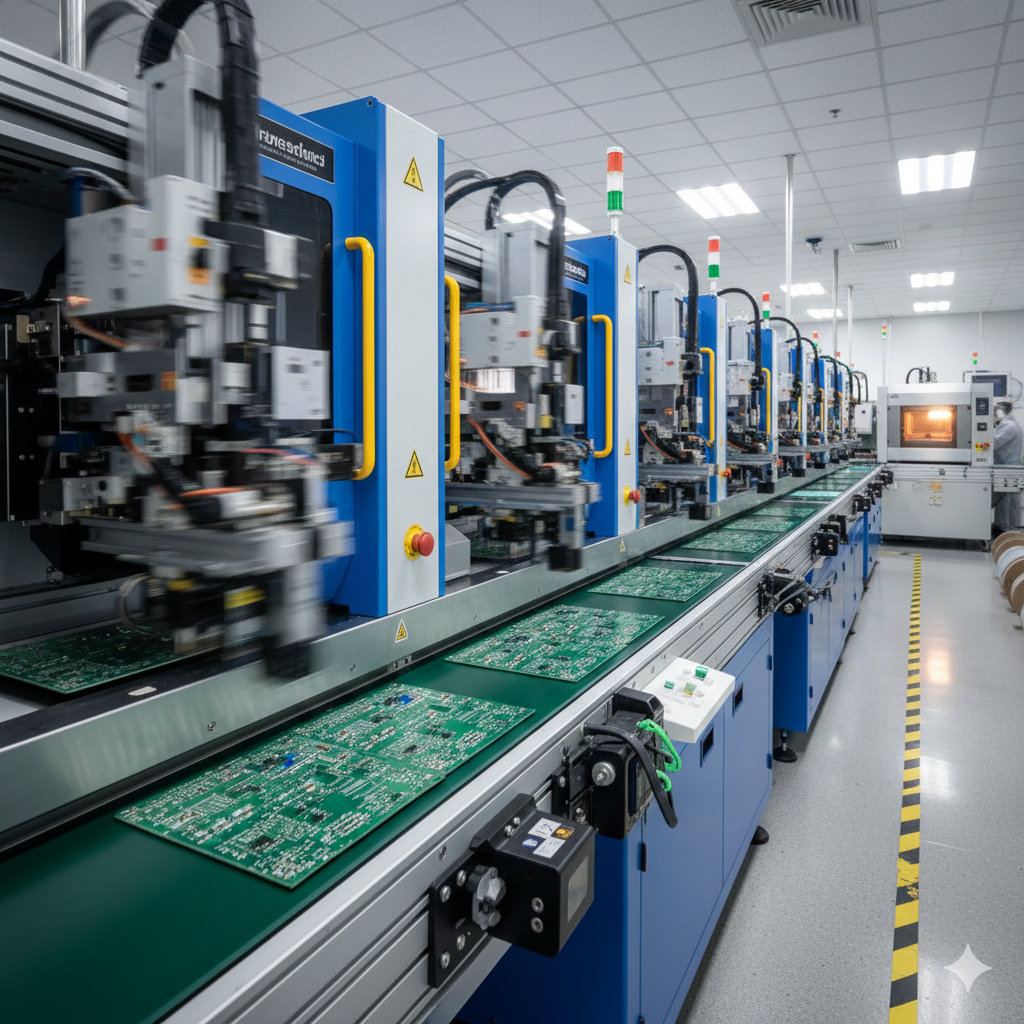
高速SMT生産ラインの中核
高速ラインは単なる機械の集合体ではありません。スクリーン印刷機、実装ユニット、コンベア、リフロー炉が互いに数ミリ秒単位で動作する、同期されたエコシステムです。
| 線要素 | キー機能 | 収量への影響 |
|---|---|---|
| ステンシルプリンター | ±10μmの厚さ公差内ではんだペーストを塗布します。 | はんだ量が一定であれば、ブリッジや断線を防止できます。 |
| 自動ピックアンドプレース | 1 時間あたり 60,000 ~ 100,000 個の部品を配置します。 | ミクロン精度により、0201/01005 パッケージの位置合わせが保証されます。 |
| リフロー炉 | ±1°C の制御で 7 ~ 9 の温度ゾーンを維持します。 | 適切な濡れにより、空隙や冷間接合を回避できます。 |
| AOI + SPIシステム | リアルタイムの修正フィードバックを提供します。 | 累積的な欠陥が発生する前に逸脱を検出します。 |
| コンベア同期 | ボードのハンドオフとサイクル時間を最適化します。 | 反り、傷、振動による位置ずれを防止します。 |
効果的なSMT 生産ラインは、単なる速度だけではなくバランスも実現します。
ファインピッチ配置とマイクロコンポーネントハンドリング
現代の PCB は小型化している一方で、I/O 数は増加しています。
ファインピッチ PCB アセンブリを処理するには、特に BGA、QFN、および 01005 パッシブの場合、工場は 30 µm 未満の配置精度を維持する必要があります。
高度な機器の機能は次のとおりです。
ボードの膨張を補正するためのレーザー誘導位置決めシステム。
コンポーネントの種類に応じて圧力を動的に調整する真空制御ノズル。
AI ベースのビジョン アルゴリズムにより、パッドの位置合わせをリアルタイムで検証します。
フルスループットで中断のない操作を実現する動的なフィーダー キャリブレーション。
このレベルの自動化により、機械速度が測定可能な信頼性に変換されます。
大量生産におけるリフローとプロセス安定性
適切なはんだ付け曲線がなければ、最適な配置も意味がありません。
大量生産の PCB 製造では、リフロー プロセスで欠陥が増加したり、消えたりします。
プロフェッショナルな表面実装技術サービスプロバイダーは、次の方法で複数の生産ラインにわたって正確な制御を維持します。
すべての新しい PCB バッチの温度差を 2°C 未満にプロファイリングします。
窒素リフローを使用して、ファインピッチジョイントの酸化を最小限に抑えます。
コンベアの速度と空気の流れを監視して加熱の均一性を維持します。
IPC-A-610 準拠のためにすべてのプロセス データを記録します。
適切に調整されたリフロープロセスは、品質を保証するだけでなく、何百万枚ものボードにわたって一貫したスループットを実現します。
インライン検査とPCBA歩留まり最適化
生産速度が 80,000 CPH を超えると、わずかな偏差でも指数関数的に欠陥の連鎖が生じる可能性があります。
したがって、歩留まりの最適化は、事後対応的ではなく、組み込む必要があります。
| 検査の種類 | 目的 | 頻度 |
|---|---|---|
| SPI(はんだペースト検査) | ペースト量とステンシルの位置合わせを監視します。 | 100%インライン |
| AOI(自動光学検査) | 配置オフセット、トゥームストーン、またはブリッジを検出します。 | すべてのボード |
| X線検査 | BGA および CSP の下の隠れたジョイントを検証します。 | サンプルベースまたはクリティカルゾーン |
| 機能テスト(FCT) | 組み立てられた回路の性能を確認します。 | プロジェクトの種類に応じてバッチまたはフルカバレッジ |
これらのシステムからのデータはリアルタイムで分析され、プリンターと配置ユニットに修正がフィードバックされ、閉ループの PCBA 歩留まり最適化サイクルが作成されます。
エンジニアリングとサプライヤーの選択:スピードと制御のマッチング
高速 SMT アセンブリ サプライヤーを選択する際には、マシンの数ではなく、工場がマシンをどのように同期させるかが重要になります。
パートナーを選択する前に、次のエンジニアリング要素を評価します。
CPK および SPC データの可用性:サプライヤーは、機械の仕様だけでなく、プロセス能力も示すことができますか?
マルチライン同期:異なるラインが統一された MES システムで制御されていますか?
フィーダーの切り替え時間:切り替え時間が短くなると、生産スケジュールの柔軟性が高まります。
温度と湿度の制御:安定性が長期的なはんだ接合部の信頼性を決定します。
AOI からリフローへのフィードバック:ボリュームスケーリングの前に欠陥が修正されていることを確認します。
本当のスピードはサイクルタイムにあるのではなく、工場がどれだけ速く検出し、修正し、回復できるかにあります。
精度を生産性にスケール
高速 SMT では、1 ミクロン、1 ミリ秒も重要です。
プロのサプライヤーは、自動化と人間による監視を組み合わせて速度と安定性の両方を確保し、高いスループットを予測可能な品質に変えます。
プロジェクトでファインピッチアセンブリ、スケーラブルな生産、データ駆動型プロセス制御が求められる場合は、当社のホームページで製造能力をご確認ください。
直接のエンジニアリングコンサルティングやプロジェクト評価については、 お問い合わせページから当社チームにお問い合わせください。
ボードを次々と作成して、精度を生産性に変換しましょう。